MANUFACTURING (PHARMACEUTICAL, FOOD & BEVERAGES)
In order to drive improved manufacturing performances, it is imperative to be able to properly measure fluid flows, put in place automated level controls, and of course monitor and manage fuel/fuelling operations.
CASE STUDY
PROJECT: INSTALLATION OF AUTOMATIC BLOWDOWN FOR BOILERS AT CADBURY NIGERIA PLC
PROJECT COMPLETION DATE: MARCH 2018
Cadbury Nigeria Plc. business dates back to the 1950s and was founded as an operation to source cocoa beans from Nigeria and as a precursor to enable the company’s founders to tap opportunities for serving the local consumer-market with world-famous, Cadbury-branded products. Its operation has grown rapidly into a fully-fledged manufacturing operation and household name providing consumers with much-loved brands- candies like TomTom and food drink (Bournvita).
Boilers, also known as steam generators are equipment used to convert liquid into vapour. A conventional boiler has a furnace that burns fossil fuel or, in some installations, waste fuels.
Boilers require blowdown -a process whereby water in the boiler is evacuated to eliminate ions/minerals that pile up and bring about scale formation which reduced its efficiency.
Problem Statement
Prior to our engagement, Cadbury had issues and challenges which included;
- Loss of energy and efficiency in carrying out blowdown operations
- Inability to automatically detect increased Total dissolved solids by continuously monitoring conductivity
- Chemical cost/wastage
- Water cost/wastage
- Scale formation on their boilers
This led to lots of discrepancies, and no efficient means of measuring the total dissolved solid. This ultimately led to high cost of running and maintenance of the boilers.
Project Objective
The Project objectives were thus;
- To accurately proper measurement of conductivity
- To design and deploy a new and more durable pipeline network to release/discharge water
- To deploy a fully automated blowdown system with minimal human intervention.
Project Scope
The Project scope covered;
- Supply, Install and Commission of two sets of Automatic blowdown; Controllers, valves and sensors
- Supply and Install pipelines for Automatic blowdown
- Programming of Controllers
- Training of the factory services member team to operate and maintain
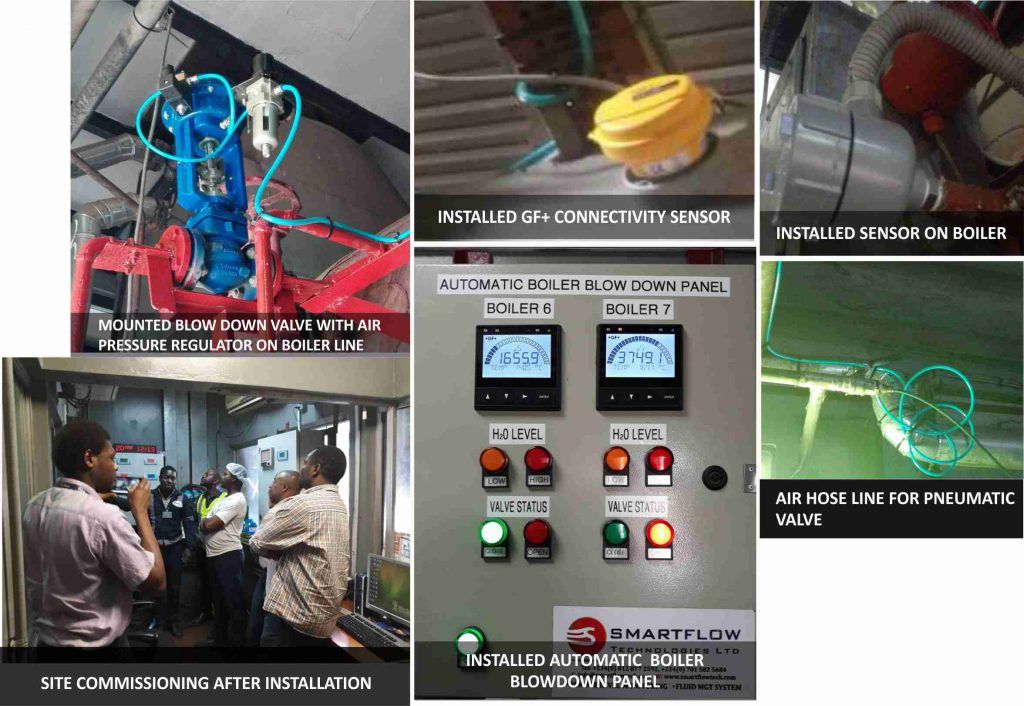
Cadbury Automatic boiler blow down set up:
The project was designed such that at high conductivity (trigger point), the relay is energized. This powers the solenoid pilot valve and actuates the valve and opens its – blowdown is underway.
Using hysteresis of 1500ppm the relay will de-energize once the conductivity is within specification. In this project, relay energizes at 2500ppm and de-energizes at 1000ppm.
The TDS goes down because new pure water is entering the system to replace the blown-down (dumped) high TDS water.
- Controller (+GF+ Signet 9900 Transmitter) –The whole blowdown process is controlled and recorded by the 9900 transmitter. The 9900 has the following features of backlit display. Temperature and conductivity parameters are displayed at same interface. It can also give high and low alarm, 4-20mA Output, Pulse output 2 relays (230VAC, 5A each) and Labels can be customized.
- Piping – The design is to have both the Pneumatic valve and sensor mounted on the pipe which will be terminated at the drain (see drawings at appendix). Also the pipe have a sample line with manual valves installed in order to take samples of the boiler water which can be used as a verification for the controller reading.
- Boiler Control Valve (Spirax Sirco BCV43 Pneumatic Valve) and Solenoid Valve – The solenoid valves is 240V AC solenoids which will fully be controlled by the relay on the 9900 transmitter. The pneumatic valve is air operated and requires a minimum of 4bar air pressure to operate
- Sensor (+GF+ type 3-2821 HTHP Conductivity Sensor) Installed on the main supply line. This sensor will read both conductivity and temperature.
- Panel Components – The Panel is fully kitted with power supply battery and relays
- Conductivity Module- Conductivity Module interfaces sensor directly to the 9900. For sensor distance above 15meters the field mount module is used as in the case of boiler 6. The field mount yellow box module enables the signal strength to go distance above 100meters.
Some benefits of the Automatic Boiler Blowdown System.
- Reduced loss of energy
- Increased efficiency in carrying out blowdown operations
- Conductivity is continuously monitored to detect increased TDS
- Reduced Chemical cost/wastage
- Reduced Water wastage
- Reduced scale formation in boilers
- There is reduced high and low conductivity spikes
- Alarm Management System (Low level, high level …)